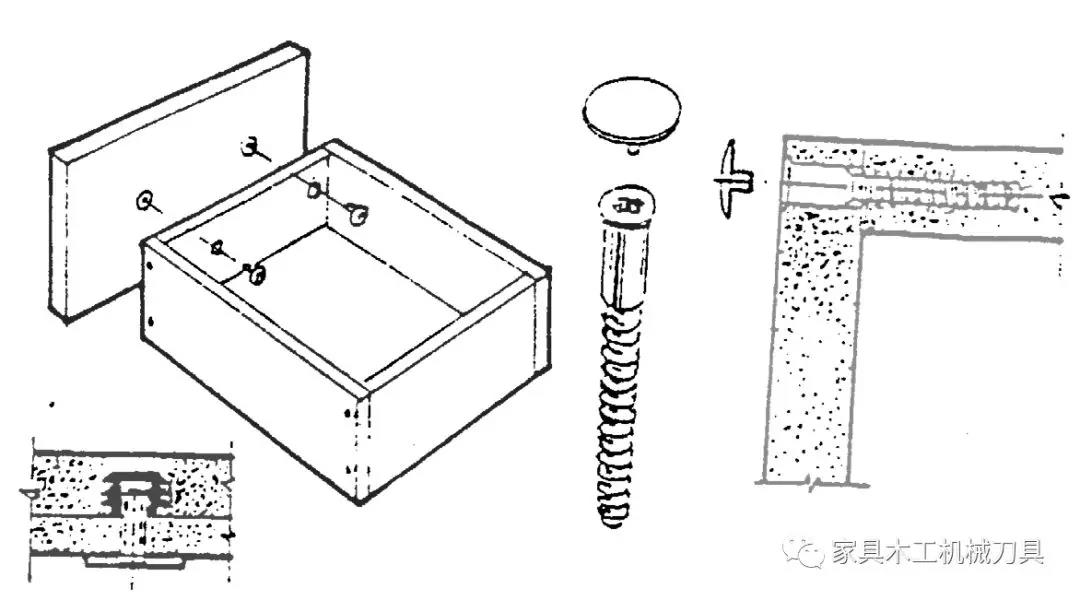
1构成抽屉由屉面板、屉旁板、背板(屉堵)和屉底板组成。2材料面板、旁板、背板可采用实木拼板、细木工板、覆面刨花板、覆面中密度纤维板、多层胶合板等,厚度12—18mm;屉底板多采用三层或五层胶合板,或厚度3—5mm的中密度纤维板及覆面中密度纤维板等。3面板与旁板、旁板与背板的接合1)半隐燕尾榫接合。用于面板与旁板,加工复杂。2)槽榫接合。(燕尾形、直角形、面开槽、旁板开榫头、单肩、双肩)。3)圆榫接
德国蓝帜Leitz CNC 木门加工刀具|非标配件
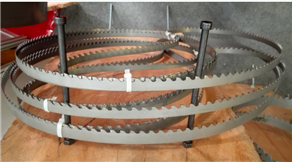
一:木工带锯机的使用及保养 1:检查电压、气压,调到正常值; 2:检查锯机机身、送料台、及锯轮,保证干净整洁,无杂物; 3:检查锯条,保证锯条完好无损。 二:木工带锯机锯条经常断的解决方法 1:选择好的锯条供应商,由于锯条生产厂家良莠不齐,有些锯条厂家焊接技术落后,导致锯条蹦齿、断裂; 2:根据加工材料不同,选择合适材质、合适规格的锯条; 3:使用时注意锯切面的粗糙度变化,
1. 木工带锯机更换锯条时先打开上下护门,松开滑板固定螺钉,转动升降手轮,使上锯轮下降,带锯条松动,取出旧锯条,将磨修好的锯条套在上下锯轮上,注意将锯齿的锐角方向向下,不要上翻,然后再转动升降手轮,使上锯轮上升,张紧锯条。再用手转动上锯轮,看锯齿是否全部露在锯轮轮缘的外侧面,如未露出即应再将上锯轮加以调整,直到锯齿露出轮缘,在上下锯轮边缘走动平稳,并垂直于工作台面为止。 2. 木工带锯机的锯条宽度
新成的锯条,并不能直接用于切削木材,这是因为它既没有切削刃,又没有刃尖角,粗糙钝秃,不具备切削工具的形状和功能。所以,对于新压得料,必须进行精心刃磨,使锯条具备有规则的几何形状和锋利的切削刃与刃尖角之后,方可使用。所以木工带锯机的锯条刃磨很关键,现在就让机械猫来告诉你压料齿的刃磨应掌握的要领: 1.将锯条磨成规则的几何形状。 2.增加锯条齿高。因为锯齿经过压料和对锯料的研磨之
多片锯刀具刃口数量多,平均切削力和切削功率增加,但切削过程中振动减小并能提高切削表面的光洁度。 (1)按指接铣刀的齿长大小,可分为短齿铣刀和长齿铣刀两种。 齿长4 - 15毫米,齿顶宽0.2 - 0.4mm的铣刀为短齿铣刀,而齿长大于15mm的铣刀为长齿铣刀。 短齿铣刀的优点是:指接材料损耗少,采用大压力胶合时指挥底部无裂纹节省切削动力.目前,国内普遍采用多片锯短齿铣刀,。 (2)按指接
锯的种类很多,绝大多数的锯都是由锯身及在边缘上做出的锯齿所组成。锯基本为圆盘形和条(带)形两大类。用厚度和宽度、长度或直径表示其尺寸参数。锯切时,直接切削木材的部分是锯齿。 锯齿按其切削木材时相对于木材纤维方向的不同,主要分为纵剖齿和横截齿。锯齿根据刃磨方式的不同分为直磨齿和斜磨齿。纵剖齿多数直磨,横截齿基本为斜磨。 锯齿的主要角度为: 前角g:通过齿尖并与齿尖连线垂直的直线(基面线)与锯齿
1、刀具是否磨损,磨损量的大小,直接的判断方法是听声音,如果切削声音沉重或者尖叫刺耳,说明刀具的加工状态不正常,此时可进行简要分析,如果排除了刀具本身质量问题,刀具装夹问题,用刀参数问题,此时应该可以判断是刀具磨损了,需要暂停加工,更换刀具。 2、通过加工中的机床运动状态来判断刀具的磨损情况,如果加工参数,切削用量等设置均合理,加工中机床振动很大,发出“嗡嗡”,此时可以确定刀具达到了急剧磨损
1、不片面追求进口刀片,只追求适合自己的机用刀片。 没有最好的刀片,只有适合的刀片,分切机刀片的优劣是相对的,刀片的切削效果关键在于应用。例如进口刀片应用不当不会有好的结果,而国产刀片如应用合理也会取得满意的效果。这就需要我们在实践中多积累,多总结,真正寻找到适合自己的分切机刀片。 2、正确处理机用刀片性能、价格、稳定性之间的关系。 在三者的关系中,刀片
在整个切削过程中,为达到刀具平衡牵涉到的典型步骤如下:测量刀具/刀柄组件的不平衡。通过变更刀具、切削它以去除一些质量,或移动刀柄上的配重来降低不平衡。经常必须重复这些步骤,包括再次检查刀具、再次精确调整,直到达到平衡。 刀具平衡还牵涉到几个未讨论过的工艺中的不稳定性。其中之一是刀柄与主轴之间的配合问题。其原因是夹紧时常常有可测量的间隙,也可能是锥柄上有切屑或脏污。这会造成锥柄每次定位都不相同。即
其实每种类型的雕刻机就会有断刀的现象,只是每种雕刻机断刀的原因是各不一样的,出现断刀实际上就是刀具的受力有了变化或本身的一些影响因素过大。我们就拿木工雕刻机来说明吧: 首先我们要看刀具和夹口上是否有灰尘,上刀力度是否过大,其实在木工雕刻机日常维护与保养当中对于刀具的清洁要求这一点是最重要的。我们还要观察夹口和螺母是否完好,其实这就是一个分析问题的刀方法,在加工上出了问题我们就要从这些方面进行分
1.数控车刀 砂轮的选择 砂轮的特性由磨料、粒度、硬度、结合剂和组织5个因素决定。 1)磨料,常用的磨料有氧化物系、碳化物系和高硬磨料系3种。船上和工厂常用的是氧化铝砂轮和碳化硅砂轮。氧化铝砂轮磨粒硬度低(HV2000-HV2400)、韧性大,适用刃磨高速钢车刀,其中白色的叫做白刚玉,灰褐色的叫做棕刚玉。 碳化硅砂轮的磨粒硬度比氧化铝砂轮的磨粒高(Hv2800以上)。性脆而锋利,并且具有良