3.1切削力
3.1.1切削应力和应变
刀具刃口( tool edge)与切削工件( work piece)接触的同时,根据作用力的大小,工件在刀刃刀尖作用的部位先产生变形。当这个力逐渐增大时,工件被刃口分为两部分,刃口继续向材中切入进去。
从工件切下分离出去的部分,被刀具前面压缩,受剪切应力和弯曲应力作用产生变形,成为切屑(chip)。切削过程中,作用于被切工件上的力,其大小、作用方向,根据工件性质(纤维方向或年轮等)、刀具条件(刀刃的各几何角度和刀刃的锐钝程度等)、切削参数(切削深度和进给速度等)的不同而变化。图3-1表示木材切削时各应力的主要作用区域。

1、为刀具刀刃压入产生的集中应力;
2、为刀具前刀面与切屑接触产生的摩擦力;
3、为刀具前刀面上切屑因为弯曲产生的压缩应力;
4、为刀具前刀面因为切屑弯曲产生的拉应力;
5、为作用于切削方向的压应力或拉应力;
6、为作用于垂直切削方向的剪切应力;
7、为大切削角切削时的压缩剪切应力;
8、为端向切削时使木纤维发生弯曲的弯曲应力;
9、为端向切削时作用在木纤维上的最大拉应力。
纵向切削时,切削应力分布的模型分析结果如图3一2所示。在切屑平面内平行切削方向的应力ax,垂直切削方向的应力ay,以及平行和垂直于切削方向的剪应力rxy,在刀具刀刃处最大,当切屑离开刀具前刀面,开始发生弯曲时为最小。
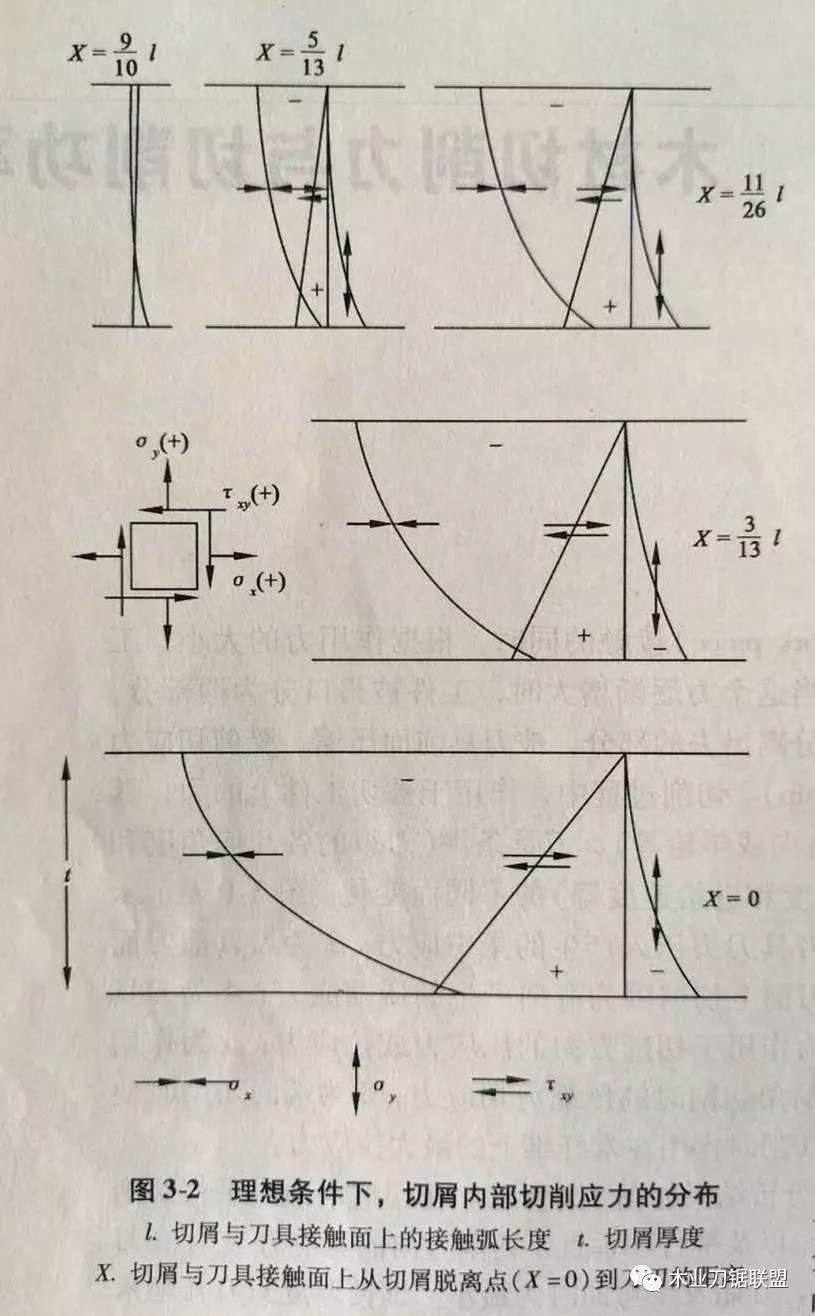
即使厚度只有几毫米的切屑中也会同时有多种复杂应力作用。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。







