2.3.2切削表面缺陷的种类
(6)屑片压痕( chip mark):
由于刀刃上附着切屑,因而在切削表面上留下的压痕,一般呈现1cm左右长度的白斑状的痕迹。
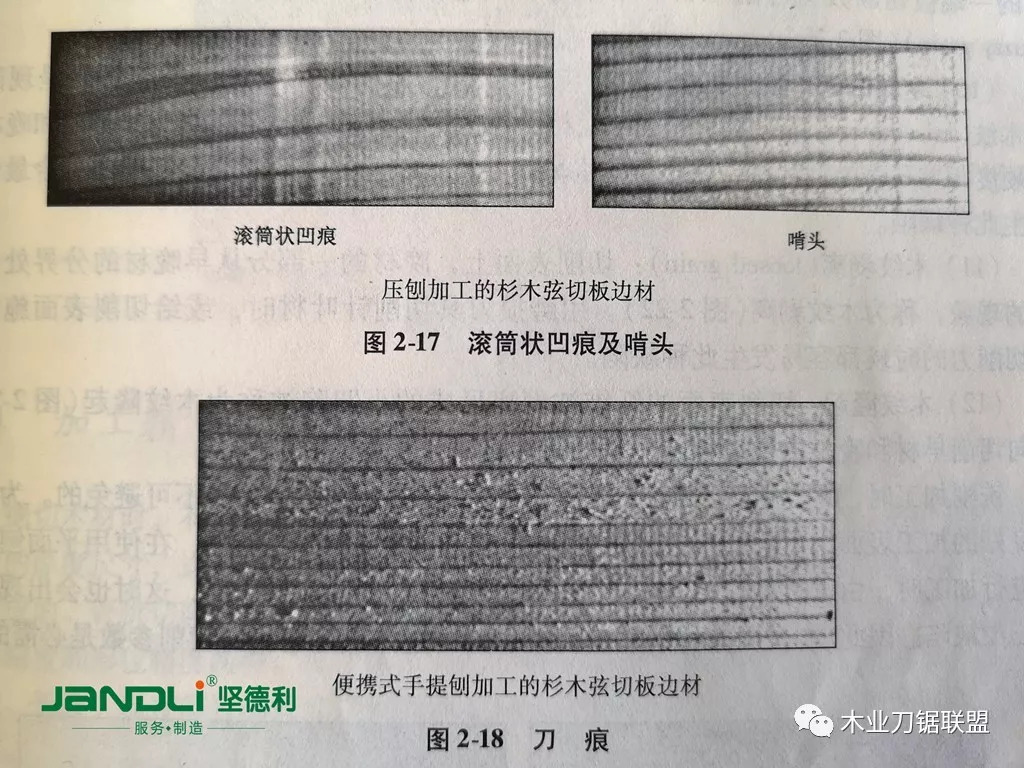
(7)刀痕:
是指用便携式手提刨进行切削时,第一次和第二次切削的轨迹在交界处切削表面上产生的差异(图2-18)。减小切削深度,重合刨刀移动轨迹等都可以减小刀痕缺陷的发生。
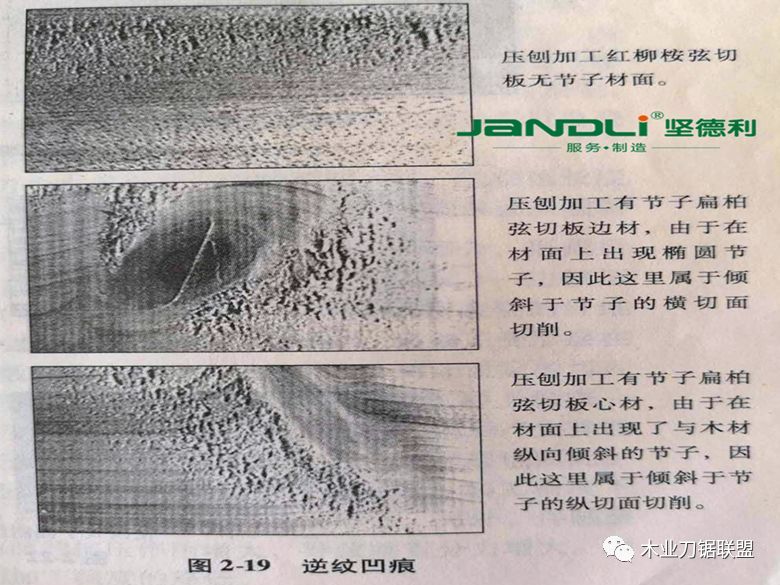
(8)逆纹凹痕:
切削表面逆纹部分出现块状脱落( torn grain)或小纤维剥离而出现的凹痕(图2-19)。这种现象通常出现在被切削材的纤维方向与切削方向成小角度倾斜时或切削斜纹理木材时。特别是切削含节子的木材时,这时候虽然是顺纹理切削,因为节子周围的纤维方向散乱,也会出现这种缺陷。切削节子的时候最好要有一定的刃倾角,并选择适当的切削条件。
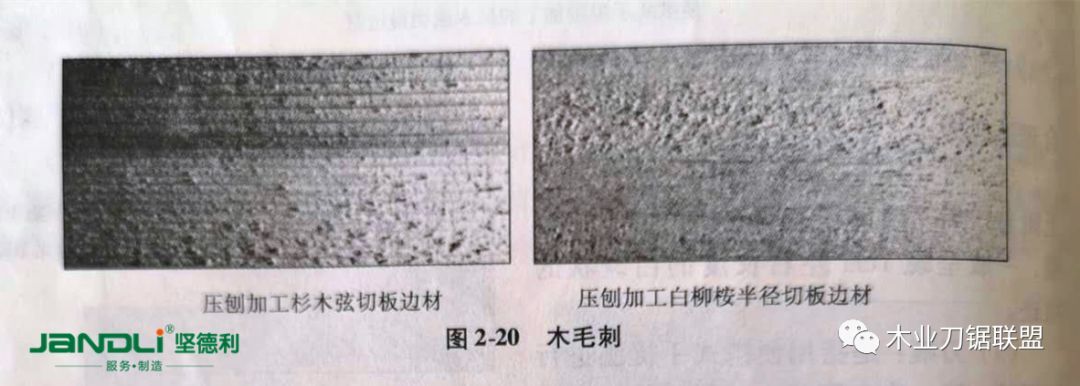
(9)木毛刺:
切削表面的纤维或纤维束的一端被切断残留在加工面,呈现绵状竖起的木毛( wooly grain)或绒毛状的木毛( fuzzy grain)(图2-20)。
(10)木纹凸起:
切削表面上早材与晚材部分不能形成相同的平滑表面而呈现凹凸状木纹( raised grain),一般情况下是晚材部分呈凸起状(图2一21)。加工早材部和晚材部的硬度相差显著的针叶材,切削高含水率的木材,以及使用磨损刀刃切削的场合最容易发生此种缺陷。
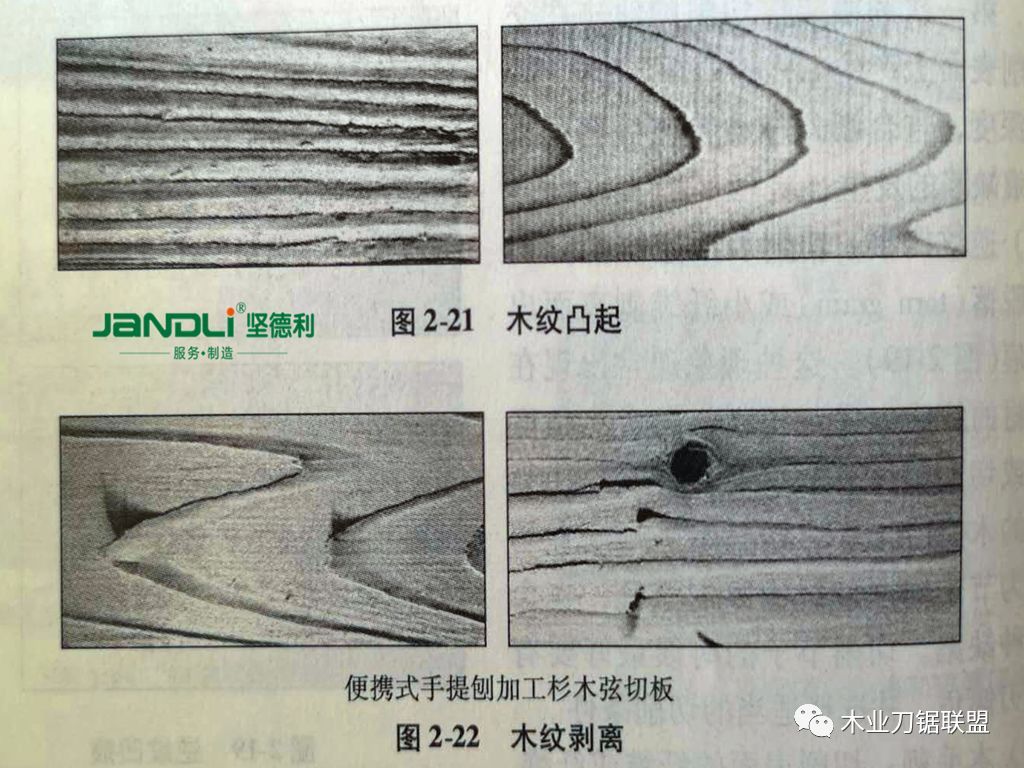
(11)木纹剥离( loosed grain):
切削表面上,晚材的一部分从早晚材的分界处分离开的现象,称为木纹剥离(图2一22)。用磨损刀具切削针叶材时,或给切削表面施加过大切削力的时候都容易发生此种缺陷。
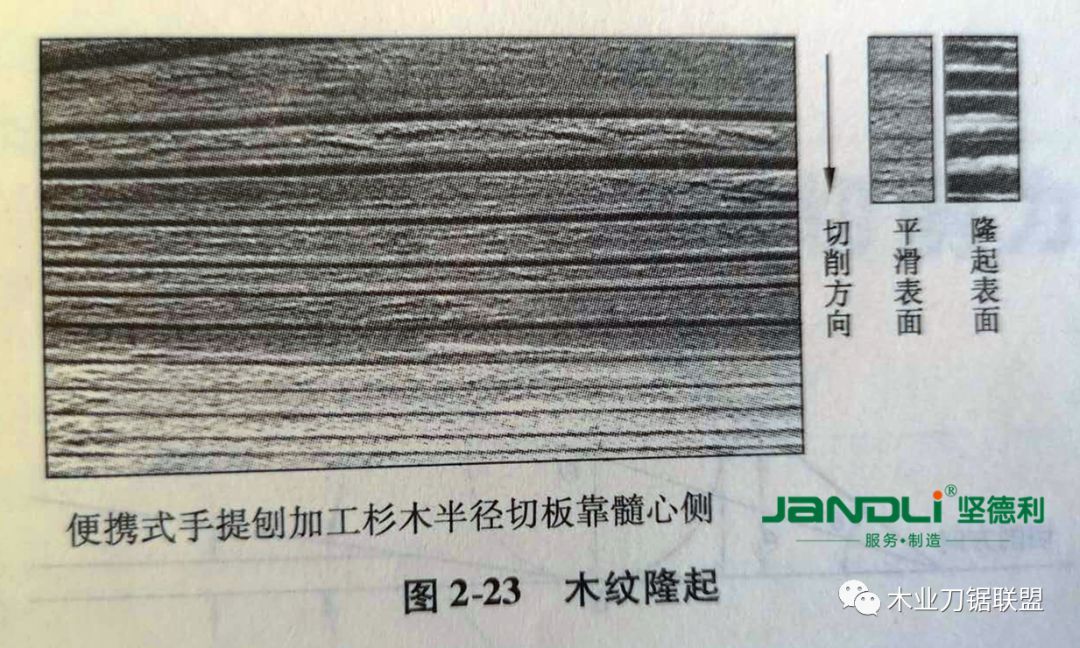
(12)木纹隆起:
切削表面的纤维被剥离形成的小凹陷被称为木纹隆起(图2一23)。横向切削早材和晚材的硬度相差显著的针叶材时易发生此种缺陷。
▲
铣削加工时,可以避免出现二、三类缺陷,但出现一类缺陷是不可避免的。为了获得良好的加工表面,可用磨削或用平面创削方式进行精加工。但是,在使用平面刨削方式进行加工时,由于机械、刀具调整得不好,切削参数选择不适当,这时也会出现二类和三类缺陷。因此,恰当调整切削加工机械、刀具,选择设定适当的切削参数是必需的。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。







