2.3.2切削表面缺陷的种类
下面以铁削方式(平刨、压刨等)加工大平面时产生的上述三类缺陷为例加以说明。
前述属于一类缺陷的有波浪式刀痕;属于二类缺陷的有刀刃烧痕、刀刃缺口残留痕迹振动波纹、滚动波纹、啃头、屑片压痕和刀痕等;属于三类缺陷的有逆纹凹痕、木毛刺、木纹凸起、木纹剥离、木纹隆起等。
(1)波浪式刀痕( knife mark):
用装有数个刀齿的回转铣刀加工平面,由于运动轨迹的原因,切削表面不可能为理想平面,而是波浪状表面。波浪的大小用波浪间距和波谷深度(或波纹高度)表示,取决于刀具及运动参数(图2-14)
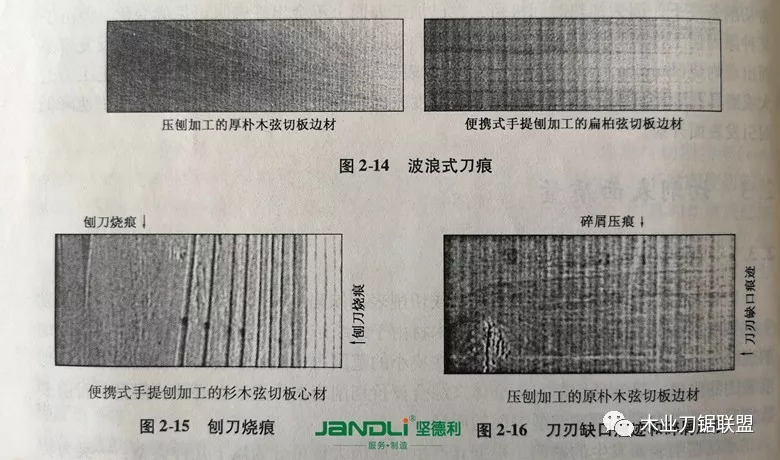
(2)刀刃烧痕( burnt revolution mark, machine burn):
刀刃磨损或进给暂时停止等情况下,由于切削热在切削表面上产生烧焦的痕迹(图2-15)。
(3)刀刃缺口痕迹:
因为刀刃的残破缺口在木材工件进给方向上留下的条状痕迹(图2-16)
(4)振动波纹( chatter mark):
由于刀头振动或材面振动而在切削表面上形成的不规则的、小的凹凸不平。
▲
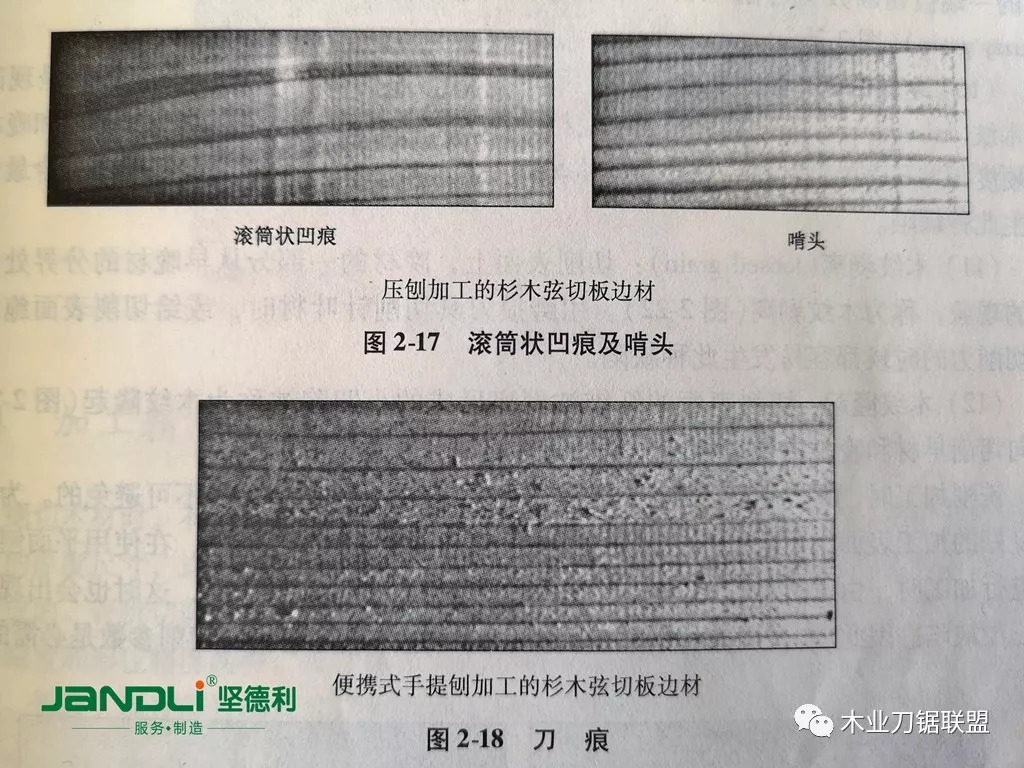
(5)滚动波纹及啃头:
指压刨床等采用滚筒进给方式时,滚筒沿板材长度方向在一些部位留下的滚筒状的凹痕,其中到达端部出现时称之为啃头(图2-17)。出现滚筒凹痕的原因是滚筒调整不当,发生啃头的原因主要是因为压紧机构调整不当或结构设计不合理造成的。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。







