2.1.7加工条件与切屑形态的关系
在实际木材切削过程中,受加工条件的影响,上述的单一切屑形态很少会发生,大多数情况下出现的是这些切屑形态的变种或复合形态。切屑形态因加工条件的变化而变化,此处只对基本切屑形态与加工条件的关系进行说明。
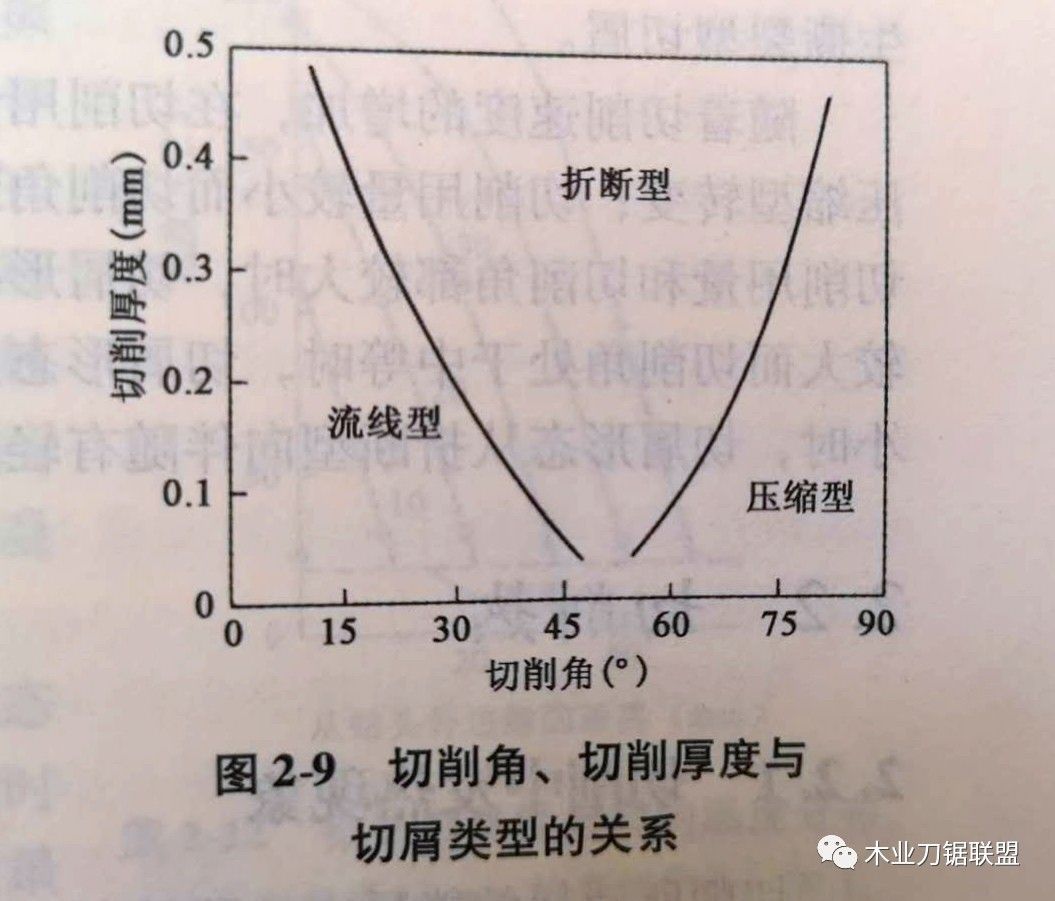
以纵向切削杉木气干材的径切面为例说明加工条件与切屑形态的关系,如图2一9所示,随着切削角增大,切屑形态从流线型向折断型、再向压缩型转变。切削用量增大,切屑形态一般会从流线型或压缩型向折断型转变。
切削方向与木材纤维方向的关系对切屑形态的影响如图2一10所示。此时,有必要对顺纹和逆纹切削区分考虑,纤维倾角在顺纹切削时,随着纤维倾角的增大(从0°一90°),切屑形态依次从流线型向折断型、再向剪切型、最后向撕裂型转变。
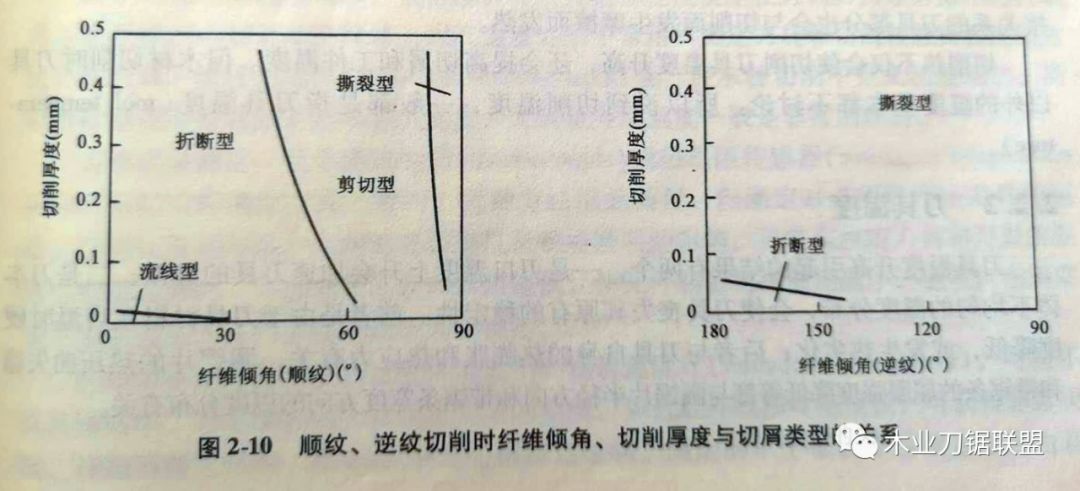
随着切削用量的增大,切屑从折断型向剪切型转变的纤维倾角变小;另一方面,当逆纹切削时,纤维倾角无论如何变化,只有切削用量很小时,会出现折断型切屑,其余情况下都会产生撕裂型切屑。
随着切削速度的增加,在切削用量较小而切削角较大时,切屑形态由压缩型向轻度压缩型转变;切削用量较小而切削角中等时,切屑形态由轻度压缩型向流线型转变;当切削用量和切削角都较大时,切屑形态从有压缩变形的折断型向折断型转变;切削用量较大而切削角处于中等时,切屑形态从折断型向流线型转变;切削用量较大而切削角较小时,切屑形态从折断型向伴随有轻微开裂的流线型转变。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。







