2.1.6复合型切屑
前面介绍的几种切屑形式都发生在纵-端向切削。复合型切屑发生在木材横向切削时,它像卷帘子一样,切屑很容易从被切削木材上剥离出来。 这时的切屑形态因木材材种、含水率和切削条件的不同而呈现出流线型、剪切型、折断型的切屑或复合型切屑。
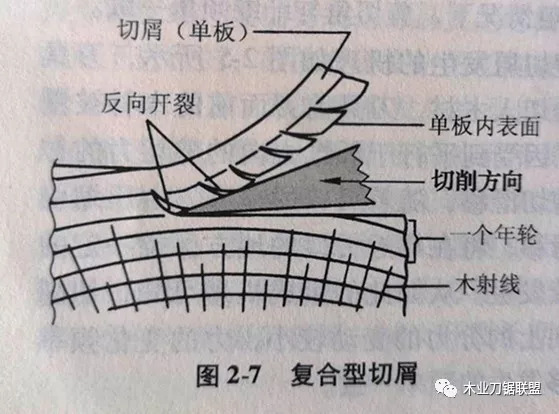
复合型切屑形成的机理如图2-7所示,当切削角和切削用量都比较小时,切屑在刀具前刀面上顺利地流出,切屑的形态接近流线型,此时,刀具直接切开木材组织,所以切削表面质量良好,如单板刨切加工。但随着切削用量的增加,切屑在刀具前刀面上发生横向压缩变形,切屑内表面在刃口斜上方一定的间隔上产生裂纹(反向裂纹),此时切屑形态接近于折断型。
形成上述切屑时,切削力水平方向的分力呈细微的变化,显示比较小的值。
发生复合切屑时,切削表面的质量较差,特别是当刀具作用产生的裂纹出现在木材工件已加工表面时,切削表面质量显著下降。
▲
为了获得高质量的单板(切屑)或平整的加工表面,应采用较小的切削角,即较大的前角和较小的刀具楔角,或在刀具刃口上方加压尺,或让刀刃与刀刃运动方向呈一定的角度,或对被切削木材进行水热处理等措施.
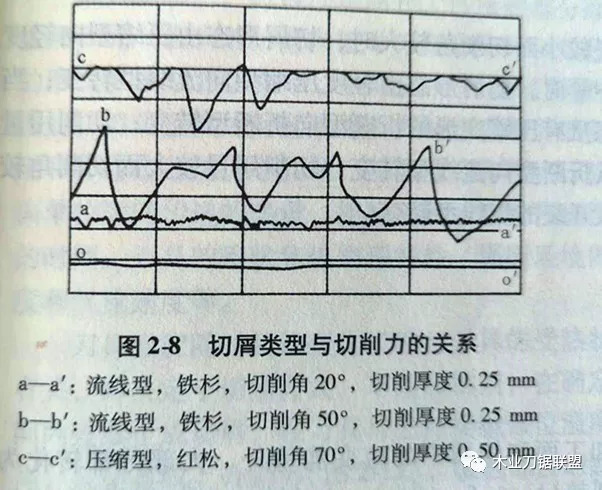
切屑形态与切削力水平分力的关系,如图2-8所示。切屑的形态不同,切削力数值和变化范围也就不同。
发生流线型切屑时,所需的切削力较小,切削力随切削角的增大而增大;发生压缩型切屑时,所需的切削力较大,且切削力的变化范围也较大。
文章来源:木业刀锯联盟
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。







